最简单的五金冲压模具,简称单项模具。只能完成一套动作,如冲孔,只有冲孔和开模两种动作。模具结构也很简单,常规:上模座、导柱、导套、凸模、凹模、下模座。模具手柄可根据冲压设备选配。
五金冲压模具可的结构可细分为以下:
上盖板
材料:45#(不需要热处理)T=20.00 mm
代码:PA
硬度要求:自硬度,无特殊要求
主要功能是平衡剥离弹簧的压力,使协调更好;将上模固定在冲床上。
加工机种:铣床、磨床
上模座
材料:45(无需热处理)
T=40.00 mm
代码:UP
硬度要求:自硬度,无特殊要求
主要功能:外导套上模座、极限柱和放料弹簧的厚度与放料弹簧的长度直接相关。
加工机械类型:铣床、磨床、慢速走丝。
上垫板
材质:SLD T = 12.000mm
代码:PB
硬度要求:HRC58~62(需要低温处理)
主要功能:在冲压过程中承受冲孔或板板,以避免模具座上的凹陷或变形。
加工机器类型:铣床,磨床,中型线材
夹板
材料:SLD T=18.000 mm
代码:PP
硬度要求:HRC58~62(需要低温处理)
主要功能:固定各冲头和插入件,确保零件的位置和精度;(零件与夹板的匹配间隙为:单边+0.01;通过定位销与上模座一起定位)
加工机床:数控,铣床,磨床,慢线
脱垫板
材质:SLD
T=12.000mm
代码:SB
硬度:HRC58~62
(需深冷处理)
功能:固定卸料插入件,承受在生产过程中因成型而产生的集中应力。
加工机器类型:铣床,磨床,中型线材
脱料板
材质:SLD
T≤20.000 mm+冲压厚度
代码:SP
硬度:HRC58~62(需要深冷处理)
1。放置放电插入件以确保定位精度
2。当冲头剪切完成时,冲头通过放电弹簧提供的力将冲头与冲压材料分开。
加工机床:数控,铣床,磨床,慢线
下模板
材质:SLD
T=25.000mm
代码:DP
硬度:HRC58~62(需要深冷处理)
作用:1.放置凹模插入,以确保位置的准确性
.承受冲剪时的旁侧力
下垫板
材料:SLD(需要淬火)
T=15.000mm
代码:DB
硬度:HRC58~62
功能:承受插入件冲压时产生的力,防止下模座凹陷或变形
下模座
材料:45#(不需要热处理)
T=50.00mm
硬度要求:自硬度,无特殊要求
代码:LP
功能:将外导柱、限位柱、弹簧和浮动材料销组件放置在各板上进行板形加工,上下表面平行度严格,平行度小于0.003,平行度小于0.003。
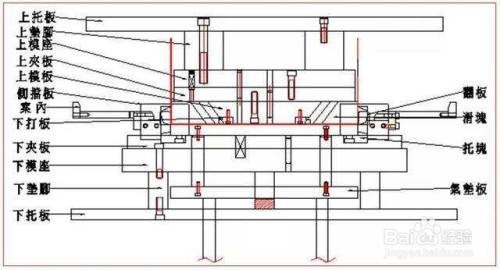
随着工件结构的复杂性和工作效率的提高,单模已经很少见到,取而代之的是复合模如下图所示,如下图所示,可以完成落料和冲孔两个工序,并可以自动出料。在单项模具的基础上,卸料板、推料杆、下料凸模充当了冲孔凹模、下料凹模充当了冲孔凸模。




 公司新闻
公司新闻 行业动态
行业动态 常见问题
常见问题